

What is the strongest 3d printing filament?
Are you wondering what is the strongest 3D printing filament for your toughest projects is?
In this comprehensive guide, we walk you through the top high-strength filament options — from carbon fiber reinforced polymers and engineering thermoplastics to advanced materials like PEEK and PEI — and show how each performs in real-world applications.
Whether you’re choosing materials for automotive parts, aerospace prototypes, or industrial tooling, you’ll learn how strength, printability, and practical performance stack up so you can confidently pick the best filament for your needs.
1. What Does “Strength” Mean in 3D Printing Filaments?
Before we dive into specific materials and printing tips, it’s important to understand exactly what “strength” means in the context of 3D printing filaments — because strength isn’t just one property, but a set of mechanical characteristics that determine how a printed part will hold up under real-world stress and load.
| Property | Description | Unit | Unit Meaning |
|---|---|---|---|
| Tensile Strength | Resistance to being pulled apart before breaking. | MPa | Megapascal — stress under tension |
| Impact Strength | Ability to absorb sudden shock without cracking. | J/m | Joules per meter — energy absorbed per length |
| Flexural Strength | Resistance to bending forces before failure. | MPa | Megapascal — bending stress capacity |
| Compressive Strength | Resistance to forces that squeeze or crush the material. | MPa | Megapascal — stress under compression |
| Shear Strength | Resistance to layers sliding past one another. | MPa | Megapascal — stress under shear force |
| Tear Strength | Ability to resist propagation of a tear. | kN/m | KiloNewtons per meter — force per unit thickness |
| Fatigue Strength | Endurance for repeated loads without failure. | MPa or Cycles | Stress level or number of cycles to failure |
| Chemical Resistance | Ability to resist chemical degradation. | Qualitative | Rating or exposure time — not numeric |
| UV Resistance | Resistance to UV light degradation. | Qualitative | Rating or exposure hours — not numeric |
| Temperature Resistance | Strength at high or low temperatures. | °C / °F | Degrees Celsius/Fahrenheit |
| Elongation at Break | How much material stretches before breaking. | % | Percent increase in length before failure |
| Flexural Modulus | Measure of stiffness — resistance to bending. | GPa | Gigapascal — stiffness unit |
| Heat Deflection Temp. | Temp where part softens under load. | °C / °F | Degrees Celsius/Fahrenheit |
2. What Are The Strongest 3D Printer Filaments?
Now that you understand what strength means in the context of 3D printing — encompassing factors like tensile resistance, impact toughness, and thermal stability — the next step is identifying which filaments actually deliver on those performance metrics.
| Material | Tensile Strength (MPa) | Flexural Modulus (GPa) | Elongation at Break (%) | Heat Deflection Temp (°C) |
|---|---|---|---|---|
| PLA | ~40–65 | ~2.7–16 | <10% | ~60–110 |
| ABS | ~34–36 | ~2.1–2.5 | ~10–50% | ~80–98 |
| PETG | ~40–50 | ~2–3 | ~10–30% | ~70–80 |
| ASA | ~40–55 | ~2–3 | ~10–20% | ~100 |
| Nylon (PA) | ~60–80 | ~1.5–3.5 | ~20–50% | ~80–100 |
| PC (Polycarbonate) | 55–75 | 2.0–2.4 | 80–150% | ~128–140 |
| PEEK | 90–100 | ~3.6 | ~50% | ~143–250 |
| TPU / TPE / FLEX | ~20–50 | ~0.02–0.5 | >200% | ~60–80 |
| PVA | ~30–45 | ~2–3 | ~50–100% | ~50–60 |
| Carbon Fiber Infused | ~60–100 | ~4–7 | ~5–20% | Varies by base polymer |
| HIPS | ~30–40 | ~1.5–2.5 | ~5–30% | ~80–90 |
| ULTEM 1010 (PEI) | High strength | High modulus | Good ductility | ~217 |
| Stainless Steel 17-4 (DMLS) | ~1370 | ~200–220 | <10% | >500 |
| Aluminum AlSi10Mg (SLM) | ~300–500 | ~70–80 | ~10–20% | >400 |
| EPX 82 Resin (Carbon DLS) | ~80 | ~0.13 (Flexural MPa converted ≈130MPa) | ~3–10% | ~90–120 |
| CE 221 Cyanate Ester Resin | High strength | Very high modulus | Low ductility | ~200 |
2.1 PLA

PLA is an easy-to-print, biodegradable thermoplastic with moderate strength and excellent surface quality, making it ideal for hobbyist prints, prototypes, and display parts;
It prints at low temperatures with minimal warping and does not require an enclosure, making it beginner-friendly, and generally costs around $15–$30 per


2.2 ABS

ABS is a durable thermoplastic with good impact resistance and moderate thermal resistance, suitable for functional housings and structural parts.
It benefits from a heated bed and enclosed print area to reduce warping, emits fumes during printing, so good ventilation is recommended, and typically costs about $20–$40 per kg.

2.3 PETG

PETG combines good durability, chemical resistance, and ease of printing with relatively little warping compared to ABS, making it a versatile choice for brackets, containers, and functional parts;
It prints at moderate temperatures with good bed adhesion, and costs around $20–$40 per kg.


2.4 ASA

ASA offers ABS-like strength with superior UV and weather resistance, making it well-suited for outdoor parts and trims;
Printing is similar to ABS with the need for a heated bed and controlled environment to minimize warping, and prices generally range from $30–$60 per kg.


2.5 Nylon
Nylon is a tough, wear-resistant polymer with good mechanical properties, making it ideal for gears, bushings, and mechanical components.
It’s hygroscopic so the filament should be dried before printing, and it prints best with a heated bed and enclosure, costing roughly $30–$80 per kg.


2.6 TPU / TPE / FLEX
Flexible elastomeric filaments like TPU, TPE, and FLEX offer high elasticity and shock absorption, perfect for gaskets, wearable items, and flexible housings.
They require slower print speeds and careful retraction tuning to manage stringing, and are typically priced around $25–$50 per kg.


2.7 PVA

PVA is a water-soluble support material used in dual-extrusion printing to support complex geometries, dissolving cleanly in water after printing;
it must be kept dry before use and prints best at moderate temperatures, with a price range of about $30–$70 per kg.

2.8 Carbon Fiber Infused Filaments:

Carbon fiber-infused filaments use short carbon fibers to increase stiffness and strength compared to base polymers, making them appropriate for rigid structural components.
They are abrasive on nozzles, so hardened or wear-resistant nozzles are recommended, and cost roughly $40–$100 per kg.


2.9 Polycarbonate (PC)
Polycarbonate is a high-toughness, heat-resistant thermoplastic suited for functional and load-bearing parts;
It requires a high-temperature hot end and heated/enclosed print area to minimize warping, and typically costs about $40–$80 per kg.


2.10 PEEK
PEEK is a high-performance semi-crystalline polymer with superior strength, heat resistance, and chemical stability, commonly used in aerospace and industrial fixtures.
it demands a purpose-built high-temperature printer with a heated chamber to prevent warping and proper crystallisation, and costs around $300–$500+ per kg.
2.11 HIPS
HIPS is an impact-resistant plastic that can serve as either a standalone material or a dissolvable support for ABS, making it useful for complex prints;
It adheres well with a heated bed and prints at similar conditions to ABS, and typically costs around $20–$40 per kg.

2.12 EPX 82 Resin (Carbon DLS)
EPX 82 Resin used in Carbon’s DLS systems is a rigid, high-strength epoxy formulation suitable for demanding engineering prototypes and production parts; it requires a DLS printer and proper post-cure process, and costs roughly $100–$300 per kg.

2.13 CE 221 Cyanate Ester Resin
CE 221 Cyanate Ester is a high-temperature, highly chemical-resistant resin ideal for extreme thermal environments and advanced industrial applications; it is printed on compatible industrial systems with strict post-processing controls and costs approximately $150–$400+ per kg.

2.14 Stainless Steel 17-4 (DMLS)
Stainless Steel 17-4 printed via DMLS is a high-strength metal alloy used for load-bearing metal parts and industrial applications; it must be produced on a metal DMLS system with powder handling and post-processing, and typically costs around $150–$400 per kg.
2.15 Aluminum AlSi10Mg (SLM Technology)
Aluminum AlSi10Mg is a lightweight, high-strength metal alloy with good thermal properties, suited for aerospace, automotive, and performance components; it requires SLM or EBM metal printing equipment and powder handling, and generally costs about $100–$300 per kg.
3. Which is the Strongest Filament for 3D Printing?
If we focus strictly on plastic (polymer) filaments and exclude metal 3D printing materials such as stainless steel or aluminum, then PEEK (Polyether Ether Ketone) is widely regarded as the strongest 3D printing filament available.
Among thermoplastics, PEEK offers exceptional tensile strength, extremely high stiffness (flexural modulus), outstanding thermal resistance, and superior chemical stability. Its mechanical properties significantly exceed common engineering filaments like Polycarbonate, Nylon, and even most carbon fiber–reinforced blends.
While metal 3D printing materials like 17-4 stainless steel or AlSi10Mg are stronger in absolute terms, they belong to a completely different category of additive manufacturing. Within the scope of plastic-based 3D printing filaments, PEEK stands at the top in terms of overall mechanical performance.
4. How Are Filament Strengths Tested and Verified?
Before declaring one filament stronger than another, we need to understand how “strength” is objectively measured. Industry-recognized testing standards such as ASTM D638 (tensile testing), ASTM D790 (flexural testing), ASTM D256 (impact testing), and ISO equivalents provide the verified data used to compare material performance under controlled conditions.
| Standard / Compliance | Issuing Organization | Type | What It Means | Quantifiable Parameters? | Typical Output |
|---|---|---|---|---|---|
| ASTM D638 | ASTM International (USA) | Mechanical Test Standard | Measures tensile strength, modulus, elongation at break of plastics | Yes (MPa, %, GPa) | Stress–strain curve, tensile strength value |
| ASTM D790 | ASTM International (USA) | Mechanical Test Standard | Measures flexural strength and flexural modulus | Yes (MPa, GPa) | 3-point bending test data |
| ASTM D256 | ASTM International (USA) | Impact Resistance Test | Determines impact toughness (Izod impact test) | Yes (J/m) | Notched impact strength value |
| ISO 527 | ISO (International Organization for Standardization) | Mechanical Test Standard | International tensile testing method for plastics | Yes (MPa, %, GPa) | Tensile strength & modulus report |
| ISO 178 | ISO | Mechanical Test Standard | Flexural properties of plastics | Yes (MPa, GPa) | Flexural strength report |
| ISO 179 | ISO | Impact Resistance Test | Charpy impact strength testing | Yes (kJ/m²) | Impact toughness classification |
| UL 94 | UL (Underwriters Laboratories, USA) | Flammability Rating | Measures material flame resistance behavior | Yes (V-0, V-1, V-2, HB ratings) | Flame classification rating |
| FDA Compliance | U.S. Food & Drug Administration | Regulatory Compliance | Material approved for food-contact safety | No mechanical values — chemical migration limits | Declaration of Compliance |
| REACH Compliance | European Chemicals Agency (ECHA) | Chemical Regulation | Limits hazardous substances in materials | No mechanical values — chemical thresholds | SVHC declaration |
| RoHS Compliance | European Union | Environmental Regulation | Restricts heavy metals & hazardous substances | Yes (ppm limits) | Material composition certificate |
5. How to Choose the Right Strong Filament for Your Project?
The next step is applying that knowledge to real-world decisions. Choosing the right strong filament isn’t just about selecting the highest number on a datasheet — it’s about matching material properties to your specific project requirements.
| Selection Factor | Why It Matters | Key Questions to Ask | Relevant Parameters | Risk If Ignored |
|---|---|---|---|---|
| Machine Compatibility | Not all printers can handle high-performance materials | Does your printer reach required nozzle temp? Is a heated bed or enclosure needed? Hardened nozzle required? | Nozzle temp (°C) Bed temp (°C) Chamber temp Abrasiveness | Clogging, warping, layer separation, nozzle wear |
| End-Use of the Printed Part | Strength requirements depend on real-world load conditions | Is the part load-bearing? Static or dynamic load? Indoor or outdoor use? | Tensile strength (MPa) Flexural modulus (GPa) Fatigue resistance | Premature failure under load |
| Environmental Factors | Heat, UV and moisture degrade polymers | Exposure to sunlight? High temperature area? Humidity conditions? | Heat Deflection Temp (°C) Glass transition temp (Tg) UV resistance rating | Softening, brittleness, discoloration |
| Chemical Resistance | Industrial parts may contact oils, solvents or fuels | Contact with chemicals? Food-safe requirement? Cleaning agents exposure? | Chemical compatibility charts FDA compliance REACH / RoHS | Swelling, cracking, surface degradation |
| Abrasion Resistance | Moving parts require wear durability | Sliding contact? Rotating shafts? Gear applications? | Surface hardness Wear coefficient Impact strength | Rapid wear, dimensional loss |
| Material Properties | Different strength types serve different functions | Need stiffness or flexibility? Need impact resistance? Need high heat tolerance? | Tensile strength Flexural modulus Elongation at break Impact strength HDT | Over-engineering or under-engineering |
Beginner-Friendly Materials: PETG and PLA+
For most hobbyists and makers just getting started with 3D printing, PETG and PLA+ strike the best balance of strength, ease of printing, and reliability. PLA+ offers improved toughness over standard PLA while still printing cleanly at moderate temperatures, making it ideal for functional prototypes and everyday parts.
PETG combines higher impact resistance and better temperature tolerance without requiring an enclosed build chamber — perfect for parts that need a bit more durability without complexity. These materials also tolerate a wide range of printers and slicer settings, reducing tuning frustration for beginners.

For Advanced Users: Polycarbonate, Nylon, or Carbon Fiber Reinforced filaments.
Once you’ve outgrown basic filaments and need enhanced mechanical performance, materials such as Polycarbonate (PC), Nylon (PA), and Carbon Fiber Reinforced composites become excellent choices. PC delivers very high tensile strength and heat resistance, making it suitable for mechanical assemblies and load-bearing parts. Nylon stands out with its toughness and wear resistance, especially for gears, hinges, and functional fittings, though it requires careful moisture control and precise temperature settings. Carbon fiber–reinforced filaments offer stiffness beyond typical thermoplastics, excellent dimensional stability, and reduced warping — ideal for structural components where rigidity matters most.
PETG combines higher impact resistance and better temperature tolerance without requiring an enclosed build chamber — perfect for parts that need a bit more durability without complexity. These materials also tolerate a wide range of printers and slicer settings, reducing tuning frustration for beginners.
For Extreme Performance: PEEK or PEI (requires specialized equipment).
For demanding industrial applications where maximum strength, chemical resistance, and high thermal stability are non-negotiable, PEEK and PEI (ULTEM) sit at the top of the performance ladder. These high-performance polymers maintain mechanical integrity at elevated temperatures, resist harsh chemicals, and deliver exceptional fatigue life, making them suitable for aerospace, medical, and engineering applications. However, achieving these results requires specialized 3D printers with heated chambers, hardened nozzles, and precise thermal control, placing them beyond the reach of typical desktop setups.
6. What Are the Applications of Strong 3D Printer Filaments?
Understanding material strength is only part of the equation — what truly matters is how that strength performs in real-world use. Strong 3D printer filaments are not just defined by laboratory data, but by the demanding applications they are designed to withstand.
| Application | Typical Use Case | Why Strong Filament Is Needed | Common Materials Used |
|---|---|---|---|
| Automotive Components | Functional brackets, ducting, fasteners | Withstand vibration, heat, and long-term loads | Nylon, PC, Carbon Fiber Reinforced |
| Safety Equipment | Helmet mounts, protective gear parts | High impact resistance and structural reliability | PC, PEEK, Reinforced Polymers |
| Aerospace Industry | Lightweight structural parts, tooling | High strength-to-weight and thermal performance | PEEK, PEI/ULTEM, CFR polymers |
| Medical Applications | Surgical guides, custom medical fixtures | Precision, biocompatibility, durability | Medical-grade polymers with strength and safety certification |
| Industrial Tooling | Jigs, fixtures, robot tooling | High stiffness, abrasion & temperature tolerance | PC, Nylon, Carbon Fiber composites |
| Consumer Products | Durable housings, tool handles, accessories | Enhanced durability and everyday performance | PETG, PLA+, Reinforced polymers |
7. What Are the Limitations and Challenges of Using Strong Filaments?
When it comes to high-performance 3D printing, stronger filament does not always mean easier or trouble-free.
While engineering materials like PC, Nylon, and PEEK unlock impressive mechanical properties, they also introduce a set of unique challenges that every maker, engineer, or designer should understand before printing.
7.1 High Printing Temperatures
One of the first obstacles with strong filaments is the high printing temperature requirement. Materials like PC, Nylon, and especially PEEK/PEI need extruder temperatures well above 250 °C — often beyond the capability of standard consumer printers.
Higher temperature demands mean:
- Upgraded hotends and thermal components
- Enclosed build chambers to reduce cracking
- Stable thermal control to avoid cooling gradients
7.2 Warping and Bed Adhesion
Powerful engineering plastics are typically semi-crystalline, causing them to shrink significantly as they cool. This creates warping, edge lifting, curling, and separation from the print bed unless handled correctly.
To mitigate adhesion issues, you may need:
- Heated beds with specific build surfaces (PEI, glue stick, tapes)
- Brims or rafts to anchor parts
- Controlled chamber temperatures
Warping is especially common in Nylon and Polycarbonate prints, making an enclosure almost mandatory for large models.
7.3 Slower Print Speeds

Strong filaments often require slower, more deliberate print speeds to ensure proper layer fusion and accuracy.
Lower speed settings help:
- Improve interlayer bonding
- Reduce internal stress and deformation
- Enhance dimensional accuracy
The trade-off is longer print times and more tuning time, which impacts productivity — particularly in prototyping or iterative design workflows.
7.4 Moisture Sensitivity

Many high-performance materials are hygroscopic, meaning they absorb moisture from the air.
Notable examples include:
- Nylon and Nylon blends
- TPU and other flexible filaments
- PEEK and PEI to a lesser extent
Moisture absorption can lead to:
- Bubbly extrusions
- Rough surface finish
- Reduced mechanical strength
To avoid these issues, parts must be dried regularly and stored in airtight containers or dry boxes.

7.5 Post-Processing Challenges
Strong filaments are not always easy to finish. Unlike PLA or ABS, high-strength plastics can be difficult to sand, drill, or machine.
Common post-processing limitations:
- Limited solvent smoothing options (ABS acetone vapor doesn’t work)
- Abrasive materials wear out tools quickly
- Hard, high-temp thermoplastics require specialized cutting bits
This makes finishing more laborious and costly if final surface quality matters.
7.6 Abrasiveness and Nozzle Wear

Carbon fiber, glass fiber, and other reinforcing fillers greatly enhance material stiffness — but they also accelerate wear on standard brass nozzles.
To counteract this, hardened tool-steel or ruby-tipped nozzles are recommended
Ignoring abrasive wear leads to poorer surface finish and dimensional inconsistency.
7.7 Layer Anisotropy and Design Considerations
Even the toughest filaments still suffer from interlayer weakness due to the nature of FDM printing. Unlike injection-molded plastics, 3D printed parts are stronger along layers than between them.
This means:
- Print orientation can drastically impact strength
- Stress analysis and part geometry are critical
- Design changes are often needed to compensate for anisotropy
Strong filament alone won’t guarantee structural performance unless orientation and load direction are optimized.
8. How to Optimize 3D Printing Settings for Strong Filaments?
8.1 Infill Type and Density
Using high-performance filaments like PC, Nylon, Carbon Fiber blends, PEEK, or PEI can deliver stronger parts — but only if printing settings are dialed in correctly. Below are expert-recommended optimization strategies that improve mechanical performance, layer adhesion, and dimensional stability.
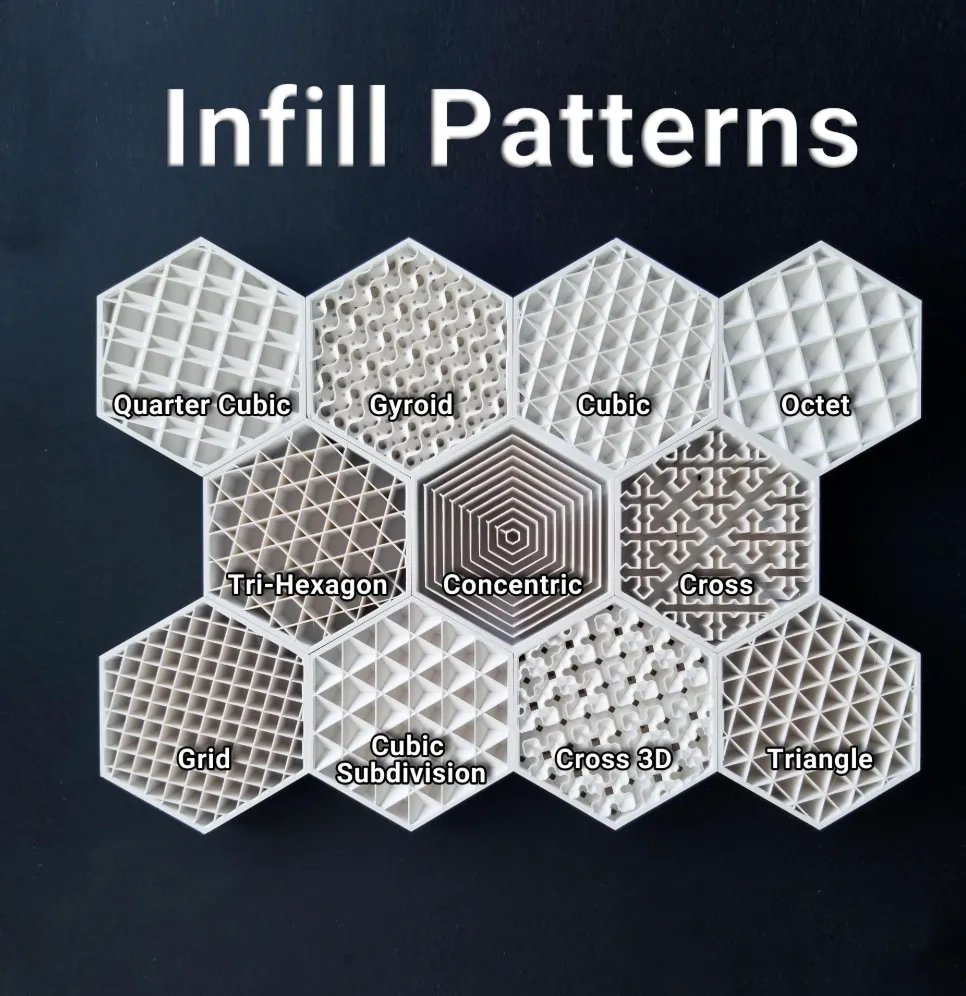
Infill Patterns
Use stronger infill patterns such as grid, cubic, gyroid or triangle. These distribute internal load more evenly than simple lines.
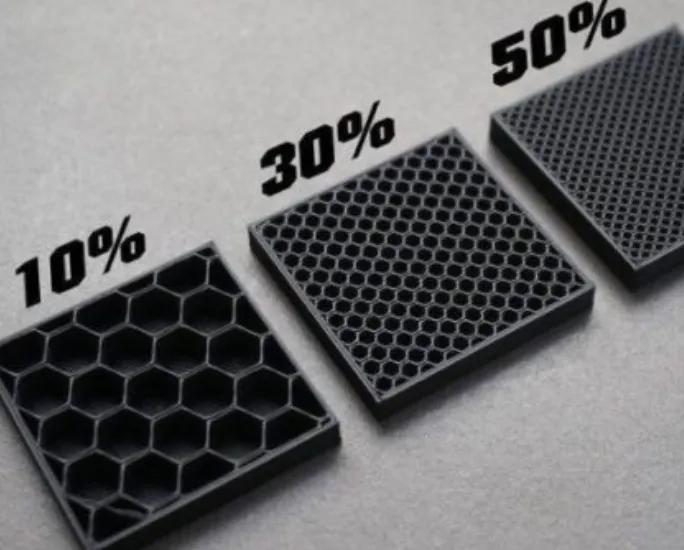
Infill Density
Increasing infill density (e.g., ≥ 50%) enhances stiffness and load support. For structural parts, 60–100% infill often yields significantly better mechanical performance.
8.2 Part Orientation

3D printed parts are inherently anisotropic — meaning strength varies by print direction.
- Strength Across Layers:
Layers bond weaker between layers than within them. Orient parts so the primary load direction runs along layer lines, not across them.
- Reduce Support Stress:
Minimizing overhangs and awkward angles also improves bonding and reduces weak points.
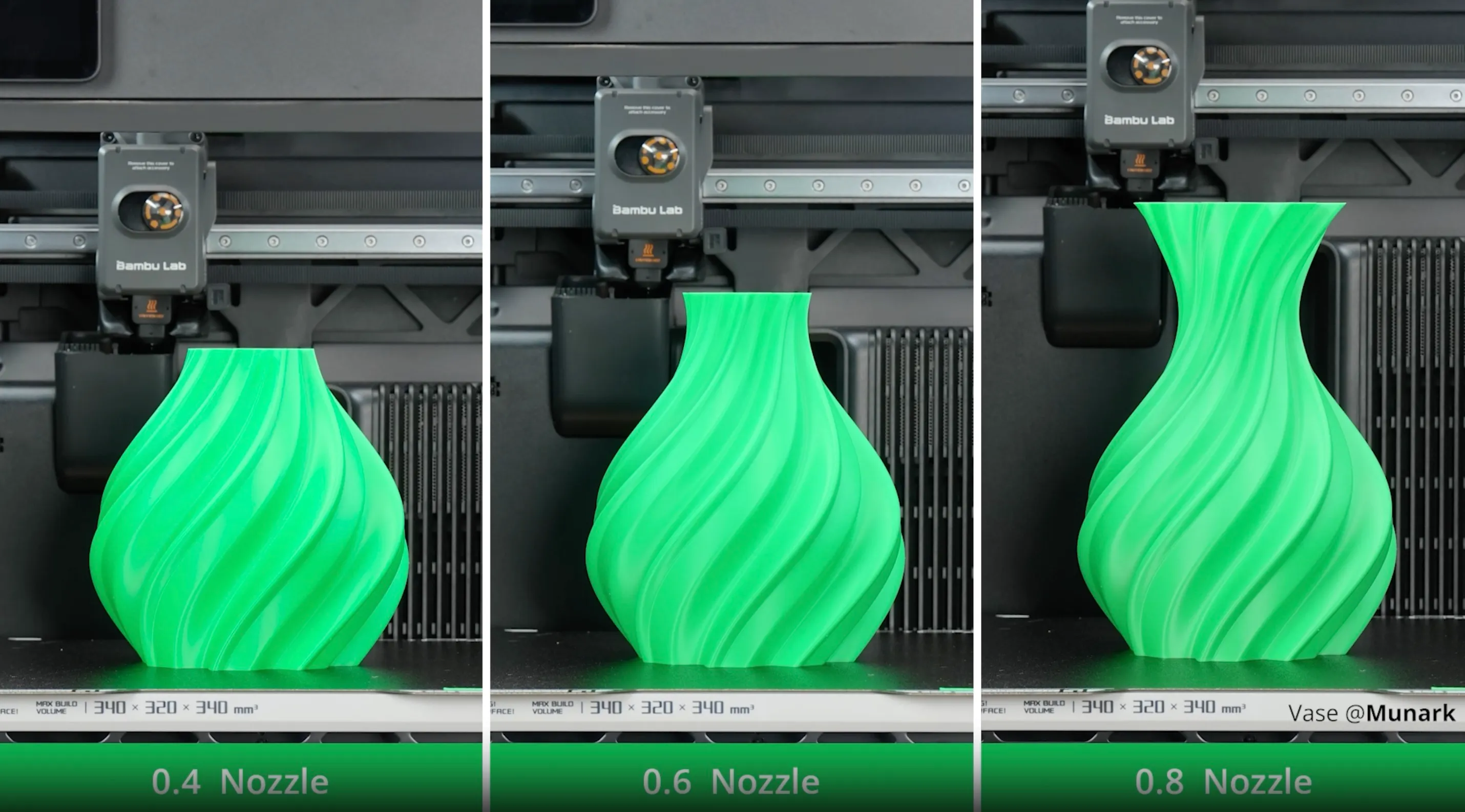
8.3 Shell & Wall Thickness
Increasing shell (perimeter) count and wall thickness improves durability and surface strength.
- Perimeter Count:
More walls (e.g., 3–5 perimeters) create a strong outer cage that resists impact and bending.
- Wall Thickness:
Thicker walls support better layer fusion and provide higher overall rigidity.
For strong applications, aim for shell thickness equal to or higher than your nozzle width × 3.

8. 4 Dry boxes, silica gel, regular monitoring
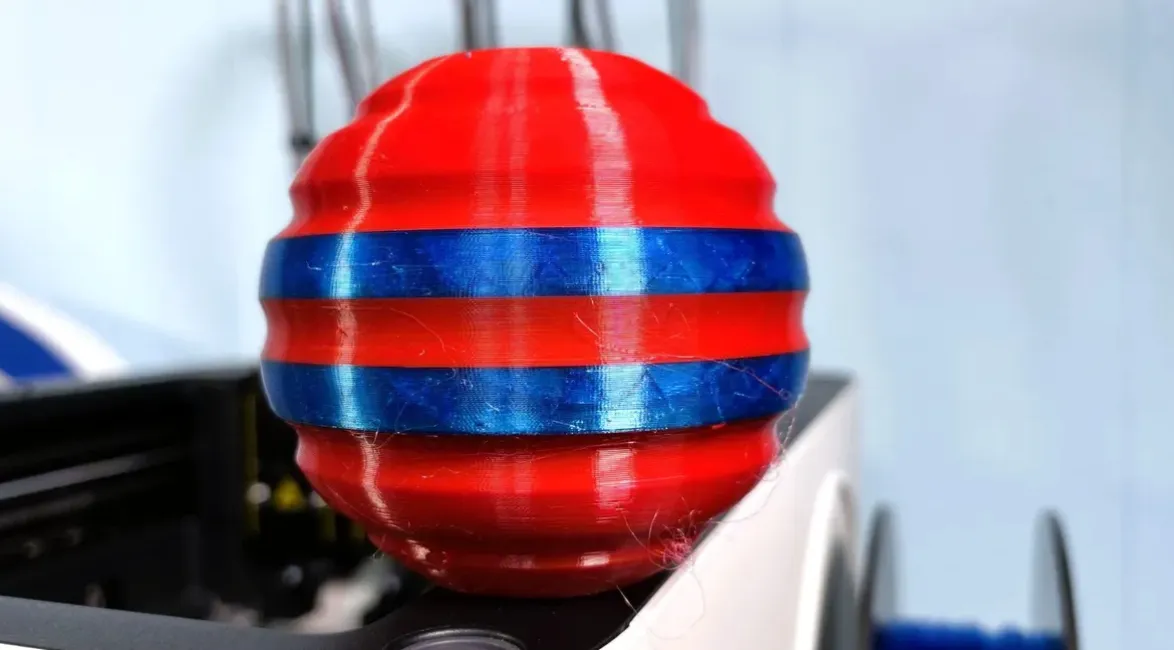
Insufficient pre-mixing can result in localized pigment concentration during extrusion.
This leads to visible color streaks, inconsistent filament appearance, and unstable extrusion behavior.
Proper pre-mixing ensures consistent color along the entire length of the filament.
9. How to Successfully Print High-Strength Materials on a Desktop 3D printer
9.1 Temperature is Key
For high-strength filaments, temperature control is the most critical factor — more so than with PLA or standard PETG.
Extrusion Temperature:
- Engineering plastics require significantly higher nozzle temperatures.
- Materials like PC and Nylon often need 260–300 °C or more.
- Super-high-temp polymers (PEEK/PEI) may require 350 °C+.
Bed Temperature:
- Heated beds help reduce warping and improve first layer adhesion.
- PC/Nylon often benefit from 90–120 °C beds; advanced polymers may need even higher.
Thermal Stability:
Consistent heat ensures solid interlayer bonding, which dramatically improves tensile and impact performance. If the temperature fluctuates or drops too fast, the layers won’t weld properly, leaving weak interfaces and compromised parts.
💡 Pro Tip: Use a printer with reliable thermal feedback and stable hotend designs — cheap thermistors or underpowered heat blocks struggle with these materials.


9.2 The Importance of an Enclosure
An enclosed build chamber isn’t a luxury — it’s a necessity for strong, high-temp materials.
Why enclosure matters:
- Reduces thermal gradients: Sudden cooling causes warping and layer separation.
- Improves dimensional accuracy: Stable ambient temperature yields more predictable results.
- Prevents cracking: Materials like Nylon and PC are sensitive to drafts and rapid cooling.
Unenclosed prints often fail midway due to internal stresses created by uneven contraction. An enclosure keeps the entire print zone warm, allowing crystals in semi-crystalline polymers to form properly and almost eliminating warping.
For polymers with high glass transition temperatures (Tg), like PC and PEEK/PEI, enclosure temperatures might need to stay above 70–100 °C throughout the print.

9.3 Necessary Hardware Upgrades
Most stock desktop 3D printers are optimized for PLA and PETG. To reliably print engineering materials, you often need several hardware upgrades:
- Hardened Nozzle
- High-Temp Hotend
- Reliable Heated Bed
- Filament Drying & Storage
- Enclosure Add-Ons
Some materials (e.g., PEEK/PEI) approach industrial printer requirements and often exceed the practical limits of typical desktop machines.



10. Additional Questions You Might Have (FAQ)
Is PLA or PETG stronger?
PETG generally shows better overall durability and impact resistance than PLA, making it less likely to crack under stress, even though PLA can have slightly higher tensile strength in some settings.
Is PLA stronger than ABS?
ABS is typically tougher and more impact-resistant than PLA, though PLA can be stiffer and easier to print.
Are strong 3D printing filaments more expensive?
Yes — high-performance filaments like carbon fiber composites, Nylon, PC, PEEK, and PEI cost significantly more than standard PLA or PETG due to advanced polymers and manufacturing complexity.
How long do strong filaments last under stress?
Duration under stress depends on material and environment, but high-strength filaments generally maintain mechanical integrity far longer than basic materials when printed and conditioned correctly.
Can you print with strong filaments on any 3D printer?
Not always — while some strong filaments like PETG and reinforced PLA print on most machines, advanced ones like PC, Nylon, or PEEK need printers that support high temperatures and stable thermal control.
Is PLA+ stronger than PLA?
Yes — PLA+ formulations typically add modifiers that improve toughness, impact resistance, and heat tolerance compared with standard PLA, though exact properties vary by brand.
Is TPU stronger than PLA?
TPU is not “stronger” in the traditional rigid strength sense — it is much more flexible and resistant to impact and bending than brittle PLA
Conclusion
Choosing the strongest 3D printing filament isn’t just about selecting the material with the highest numbers — it’s about understanding strength, printability, application requirements, and equipment limitations.
While PEEK stands at the top among plastic filaments in terms of raw mechanical performance, the right choice ultimately depends on your project’s needs and your printer’s capabilities.
Ready to upgrade your prints? Explore high-performance filaments and find the right material to take your 3D printing to the next level.
OEM & Wholesale Filament Services by VoxelFuse3D
Private label and OEM filament manufacturing
VoxelFuse3D provides OEM and private label filament manufacturing for brands and distributors.
Services include material selection, color formulation, diameter specification, packaging, and branding, with production managed under controlled manufacturing standards.

Wholesale supply of established filament brands

VoxelFuse3D provides OEM and private label filament manufacturing for brands and distributors.
Services include material selection, color formulation, diameter specification, packaging, and branding, with production managed under controlled manufacturing standards.
Professional sourcing with stable pricing and quality assurance
VoxelFuse3D provides OEM and private label filament manufacturing for brands and distributors.
Services include material selection, color formulation, diameter specification, packaging, and branding, with production managed under controlled manufacturing standards.
